歡迎光臨~河南省永豐模具有限公司

0373-54338880373-7022565
0373-54338880373-7022565

更新日期:2017-02-16 10:47:45
注塑成型,你知道幾種?
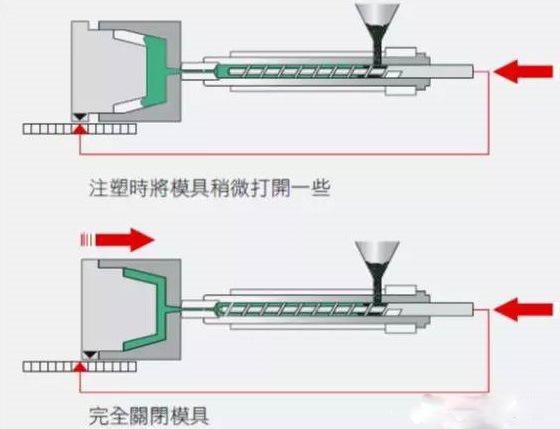
一、壓縮注塑成型
壓縮注塑成型是比較傳統(tǒng)的一種注塑方式;
原理:
先將熔料注入到模腔,當(dāng)熔料進(jìn)人模肺時。模具在其壓力下打開少許;待熔料充滿型腔后,再用高壓鎖緊模具得到所需的制品。第二步是壓制成型。由于熔料是在模具已成微量開啟狀態(tài)下進(jìn)入型腔的,故所需允模工力較小。在成型時螺桿已不再向模腔內(nèi)注料,而靠高壓鎖緊模具從而力Lf壓于塑料而成型,因而制品取向較小,內(nèi)應(yīng)力低。該法特別適合于成型面積小的透明度要求高的制品;
優(yōu)點(diǎn):
它能增加注塑零件的流長比;采用更小的鎖模力和注塑壓力;減少材料內(nèi)應(yīng)力;以及提高加工生產(chǎn)率。
注射壓縮成型適用于各種熱塑性工程塑膠制作的產(chǎn)品;如大尺寸的曲面零件,薄壁,微型化零件,光學(xué)鏡片,以及有良好抗沖擊要求的零件;
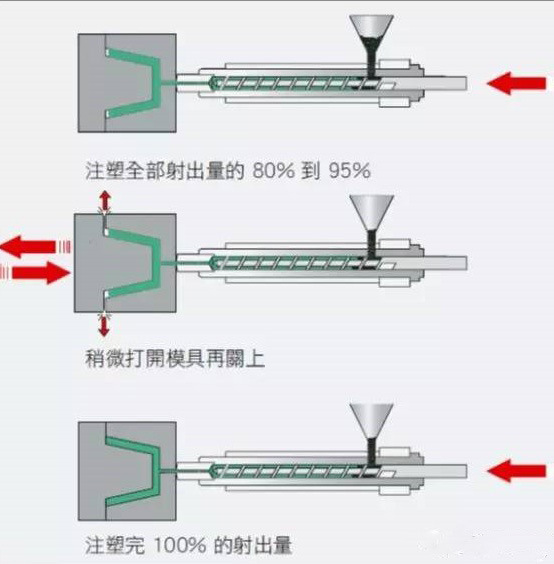
二、排氣注塑成型
原理:
當(dāng)注塑體積達(dá)到大約80%-95%時,注塑暫停;把模具打開大約0.1-0.2mm以便揮發(fā)性氣體的排出;二次合模,并注塑剩余注塑量。
優(yōu)點(diǎn):
氣體輔助注射成型零件注射壓力較低,可以選擇較低鎖模力的設(shè)備成型較大的零件。
三、低壓注塑成型
原理:
低壓注塑工藝是一種使用很低的注塑壓力將熱熔材料注入模具并快速固化的封裝工藝,以熱熔材料卓越的密封性和優(yōu)秀的物理、化學(xué)性能來達(dá)到絕緣、耐溫、抗沖擊、減振、防潮、防水、防塵、耐化學(xué)腐蝕等功效,對電子元件起到良好的保護(hù)作用。
優(yōu)點(diǎn):
低壓注塑成型工藝的設(shè)備成本低;
四、氣輔注塑成型
注塑階段(部分)-充氣階段(N2)-氣體保壓階段(冷卻氣壓不變)-降壓階段-脫模階段。
優(yōu)點(diǎn):
氣輔注塑技術(shù)具有很多的無可相比的優(yōu)點(diǎn),它不僅僅降低塑料制品的制造本錢,還可以進(jìn)步其某些性能;在制件能夠達(dá)到相同的使用要求情況下,采用氣輔注塑可以大大節(jié)省塑膠原料,其節(jié)省率可高達(dá)50%,一方面,塑膠原料用量減少帶來整個成型周期各個環(huán)節(jié)時間的減少;
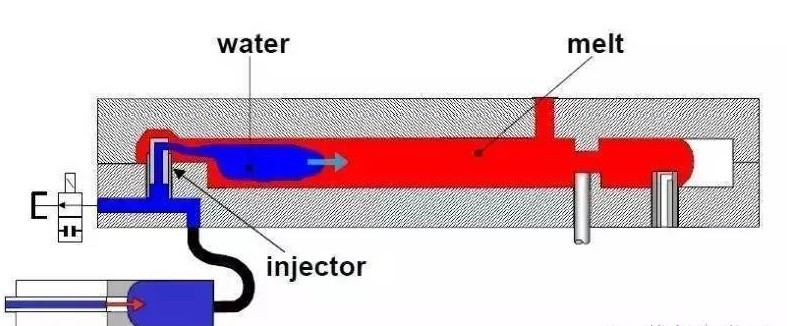
五、水輔注塑成型
水輔助注塑成型技術(shù)是將部分熔體注入模腔后,通過設(shè)備將高壓水注入熔體內(nèi),最終使工件成型的一種先進(jìn)注塑工藝。
優(yōu)點(diǎn):
由于水的不可壓縮性,從而使水前端形成一個堅(jiān)實(shí)的界面,將產(chǎn)品內(nèi)壁擠壓成了空腔,水的前端同時也起到快速冷卻的作用。因此,水輔具有很多氣輔無法比擬的優(yōu)勢,研究及應(yīng)用表明,水輔能生成更薄更均勻的腔壁,而且流道內(nèi)壁表面非常光滑。尤其對于厚壁工件而言,水輔與氣輔相比冷卻時間可大幅減少。
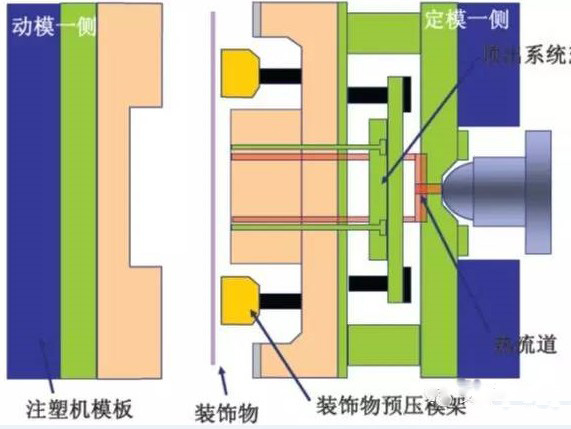
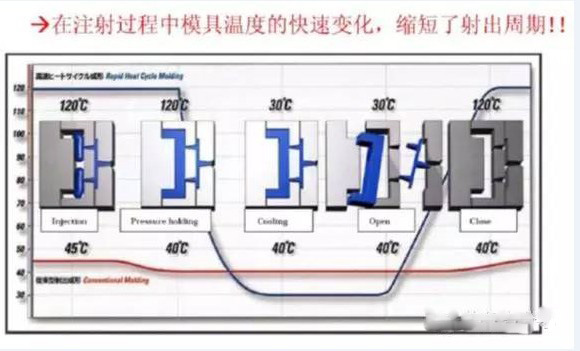
六、高光注塑成型
高光注射成型的基本過程是在注射成型之前,透過運(yùn)用高溫高壓水蒸汽將模具表面快速升溫,令成型模腔表面溫度達(dá)到樹脂塑料的玻璃轉(zhuǎn)移溫度(Tg)以上,然后接著將塑化好的塑料熔體注入封閉的模具型腔,注射階段,模具溫度由高溫高壓水蒸汽保持不變,當(dāng)注射結(jié)束,停止供氣,由空氣管道氣壓吹干凈管道內(nèi)水蒸氣,之后通入冷卻水使模具溫度快速下降,直至冷卻、開模取出產(chǎn)品
優(yōu)點(diǎn):
與普通注射成型相比,具有效消除產(chǎn)品表面熔接線、波紋、銀絲紋、浮纖等缺陷,提高產(chǎn)品品質(zhì)和強(qiáng)度,徹底解決產(chǎn)品的表面的痕跡;
銷售經(jīng)理:18337377787
采購經(jīng)理:0373-7022565
電 話:0373-5433888
傳 真:0373-5433868
郵 箱:info@nagatoyo.com
地 址:新鄉(xiāng)市宏力大道西賈橋工業(yè)區(qū)12號
備案號:豫ICP備16026643號-1
